VDI Berichte Nr. 1264, 1996
Quelle Text und Bilder:VDI
Variodachentwicklung des neuen MB Roadster SLK
Retractable Hardtop Development of the new MB Roadster SLK
Dipl.-Ing. H. Schramm, S. Licher, Osnabrück
Zusammenfassung
Für den MB Roadster SLK wurde als Gemeinschaftsprojekt von dem Auftraggeber
Mercedes Benz AG und der Wilhelm Karmann GmbH ein spezielles Verdeckkonzept
entwickelt, dass aufgrund seiner festen Dachteile erhebliche funktionelle Vorteile
gegenüber Stoffaltverdecken bietet. Durch konsequente Anwendung von Projektmanagementmethoden
und SE-Prozeduren konnte eine kurze Entwicklungszeit realisiert werden.
Summary
The MB Roadster SLK with ist special hood concept ha been developed as a joint
venture of Mercedes Benz AG und Wilhelm Karmann GmbH. Due to the solid roof
parts it has relevant functional advantages compared to ordinary fabric hoods. The
consequent use of project management techniques and procedures lead to a short
development period.
1. Einleitung
Der Reiz eines Cabrios liegt in der Möglichkeit, offen fahren zu können. Die bisher
weitverbreiteste Lösung, die erlaubt, sowohl offen, als auch geschlossen zu fahren,
das Stoffverdeck, kann im Vergleich zu einem festen Dach in bezug auf Schutz vor
Witterung sowie Vandalismus bei Berücksichtigung des gesamten Autolebens nur als
Kompromiss angesehen werden. Vielfach werden Hardtops notwenig, um die
Wintermonate zu überbrücken.
Ziel dieser Entwicklung war es, einen Synthese aus Cabrio und Coupé; zu finden: ein
Fahrzeug, das im geschossenen Zustand die Vorteile eines festen Daches bietet, aber
innerhalb von wenigen Sekunden vollautomatisch in ein offenes Cabrio verwandelt
werden kann.
Bild 01:
Mercedes SLK mit geschossenem Dach
Mercedes SLK with Closed Hood
Bild 02:
Mercedes SLK mit geöffnetem Dach
Mercedes SLK with Raised Hood
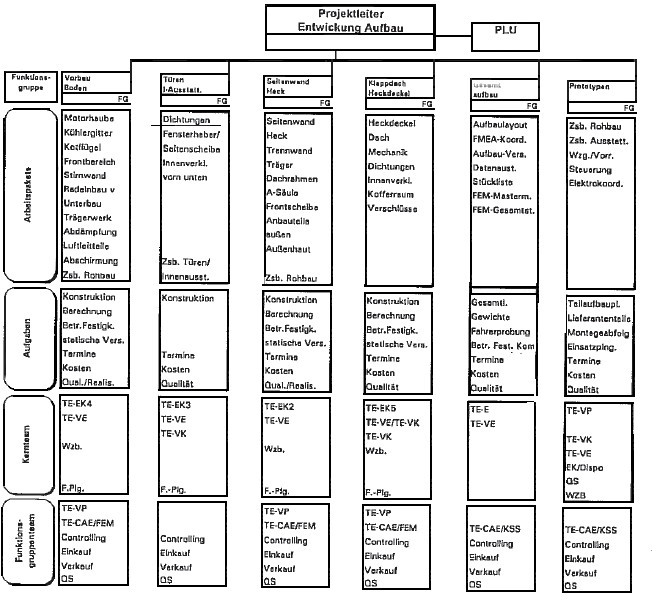
1. Entwicklungsablauf
Für die Entwicklung des SLK wurde eine Projektstruktur entsprechend der
verabschiedeten Projektmanagement-Methodik festgelegt.
Dazu wurde der Umfang der Entwicklung in verschiedene Bereiche, sogenannte
Funktionsgruppen, eingeteilt. Jede Funktionsgruppe umfasst einen abgeschlossenen
Verantwortungsbereich (z.B. Vorbau, Seitenwand, Tür, Variodach) und wir von je
einem Mitarbeiter der Entwicklungspartner betreut. Der Gesamtumfang einer
Funktionsgruppe wurde nochmals in kleine Teilbereiche, sogenannte Arbeitspakete,
gegliedert.
Bild 03:
Projektstruktur
Projekt-Breakdown-Structure
Jedem Arbeitspaket wurde ein Verantwortlicher zugeordnet. Die Aufgaben des
Arbeitspaketverantwortlichen bestehen in der Umsetzung des beschlossenen
technischen Konzeptes, soweit in der Überwachung der Einhaltung vorgegebener
Targets bezogen auf Kosten, Termine und Gewichte.
Zusätzlich zu den Arbeitspaketverantwortlichen wurden aus den angrenzenden Bereichen
(z.B. Versuch, Montage, Werkzeugbau, Einkauf) Ansprechpartner pro Funktionsgruppe
benannt, die in den Entwicklungsteams mitarbeiten. Dieses Team stellte sicher,
dass durch ständigen Informationsaustausch die Belange der verschiedenen Bereiche bereits
in der Entwicklung berücksichtigt wurden. Änderungen aus der Prozesskette wurden somit vermieden und der
Entwicklungszeitraum reduziert.
3. Technikumfang
Entprechend der Aufteilung der Funktionsgruppe in Arbeitspakete lässt sich der
Umfang Technik wie folgt darstellen:
- Dachrohbau
- Mechanik
- Antrieb
- Dichtungen
- Verkleidungen
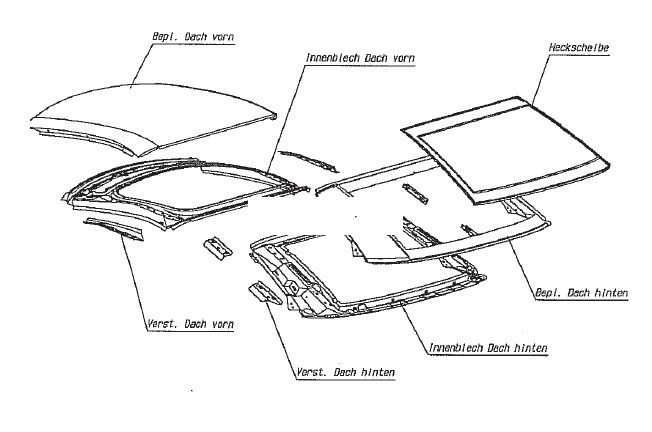
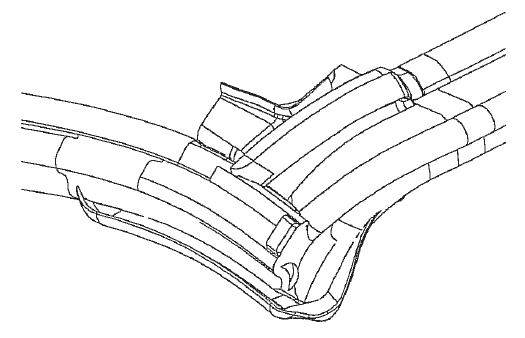
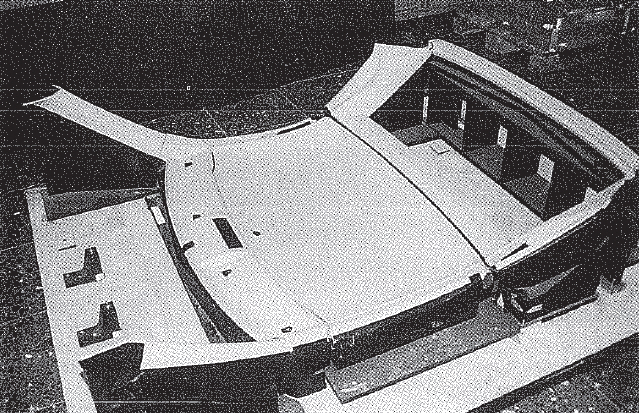
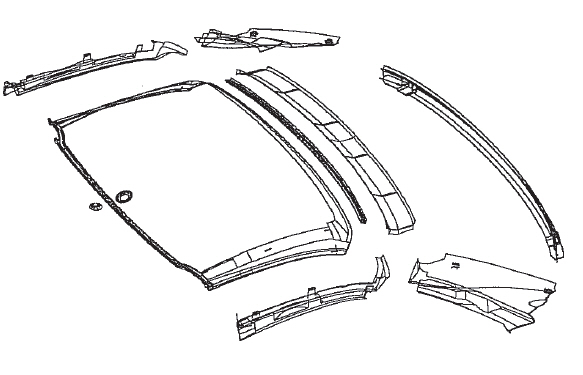
3.1 Dachrohbau
Der Dachrohbau umfasst die Bauteile, die die äußere Form des geschlossenen Variodaches
bilden. Sie müssen entsprechend der Karosserie lackierbar sein
In der Konzeptphase der Entwicklung wurden Stahl- und Aluminiumblechkonstruktionen
untersucht. Aufgrund der geringen Platzverhältnisse zwischen der Außenhaut
und dem Innenraum mussten Flächenübergänge teilweise mit sehr kleinen Ziehradien
gestaltet werden, die mit Blechen aus Aluminium nicht zu realisieren waren.
Die Ausarbeitung der Dachhälften erfolgte dementsprechend als jeweils zweischalige
Stahlblechkonstruktion mit lokalen Verstärkungen in den Anbindungsbereichen der
Mechanik. Die vordere Dachhälfte nimmt zusätzlich die Verschlußeinheit zur
Verriegelung des Daches am Windschutzrahmen auf, die hintere Dachhälfte
beinhaltet die 3 mm dicke, elektrisch beheizbare Einscheibensicherheitsglasscheibe.
Mit Hilfe von FEM-Berechnungen konnten die Bauteile bereis während der Ausarbeitung
entsprechend den Lastenheftanforderungen bezüglich Beul-, Torsions- und
Biegesteifigkeit ausgelegt und optimiert werden. Praktische Versuche mit Prototypteilen
dienten der Überprüfung und Bestätigung der theoretisch ermittelten Werte
Bild 04:
Explosionsplan der Dachteile
Explodet View of Hood Parts
3.2 Mechanik
Unter dem Begriff Mechanik sind die Baugruppen zusammengefaßt, die den Bewegungsablauf
des Variodaches ermöglichen. Es werden folgende Baugruppen unterschieden:
Mechanik Dach
Mechanik Abdeckung über Kofferraum
Mechanik Heckdeckel
Verschlüsse
Der Bewegungsablauf des Variodaches ist in den Bildern 05 bis 09 dargestellt. Zuerst
öffnet der Heckdeckel in eine "Verdeckkastenstellung", das Dach wird im Kofferraum
abgelegt, abschließend fährt der Heckdeckel in die Ausgangslage zurück
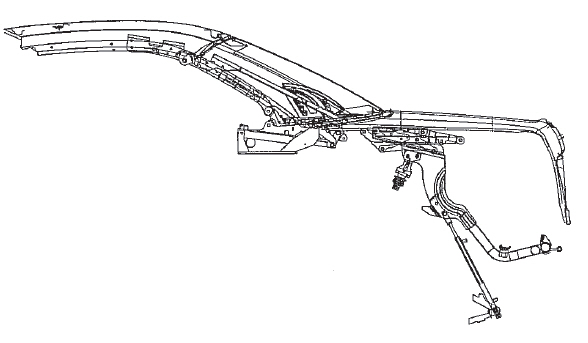
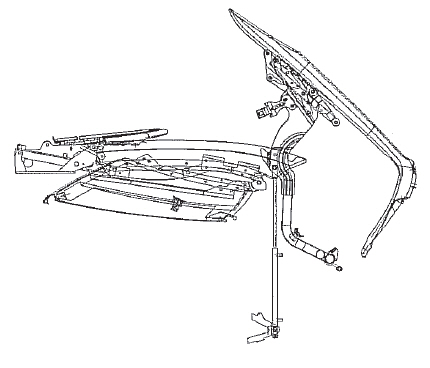
Bild 05:
Prinzipdarstellung des Variodaches mit Heckdeckel
Principal Layout of Rectractable Hardtop with Trunk Lid
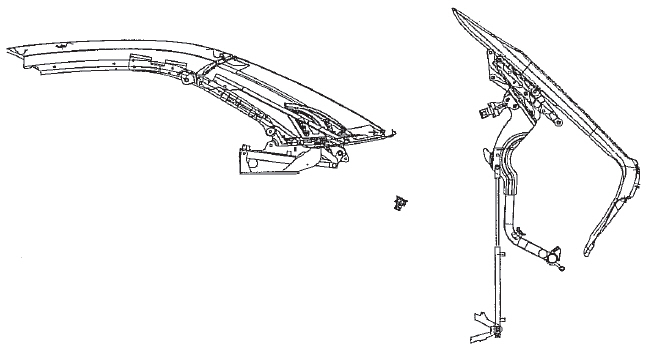
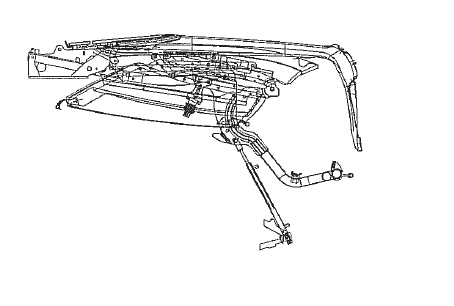
Bild 06:
Variodach mit Heckdeckel in Verdeckkastenstellung
Retractable Hardtop with Rear Lid in "Hood Container Position"
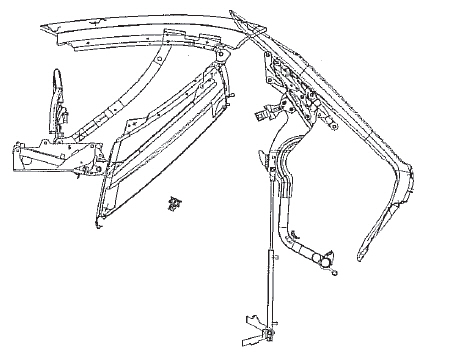
Bild 07:
Variodach in halb geöffneter Stellung mit senkrecht stehender Abdeckung
Rectractable Hardtop in semi raised Position with vertical Cover
Bild 08:
Variodach in abgelegter Stellung, Heckdeckel noch offen
Rectractable Hardtop in folded Position
Bild 09:
Variodach abgelegt und Heckdeckel geschlossen
Rectractable Hardtop folded and Trunk Lid closed
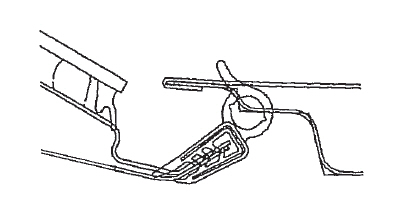
3.2.1 Dachmechanik
Die Aufgabe der Dachmechanik besteht darin, bei Krafteinleitung das Dach durch
eine Drehbewegung der Dachhälften in den Kofferraum abzulegen bzw. aus der
abgelegten Stellung an den Windschutzrahmen heranzuführen.
Bei dieser Mechanik handelt es sich um ein Gelenk-Parallelogramm bestehend aus
den Bauteilen
- Hauptlager
- Scharnier hinten
- Scharnier vorne
- Hauptlenker
- Steuerscheibe
- Verbindungsstange.
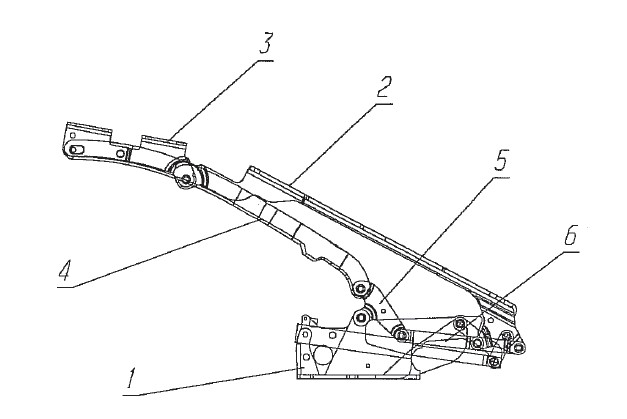
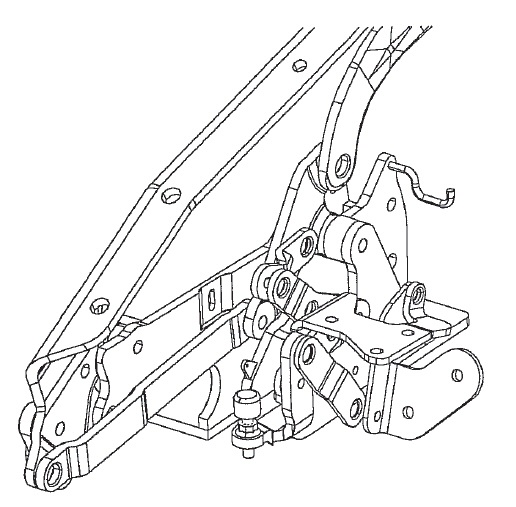
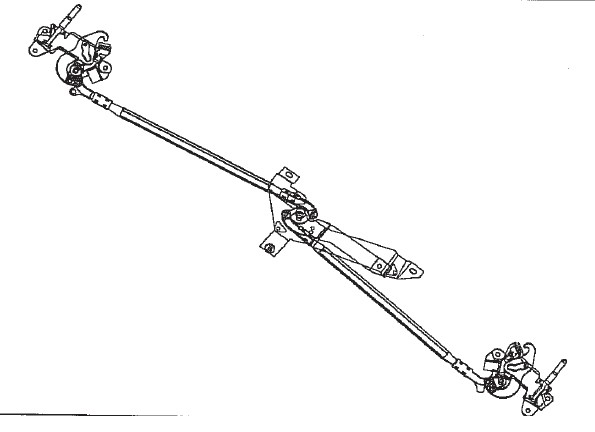
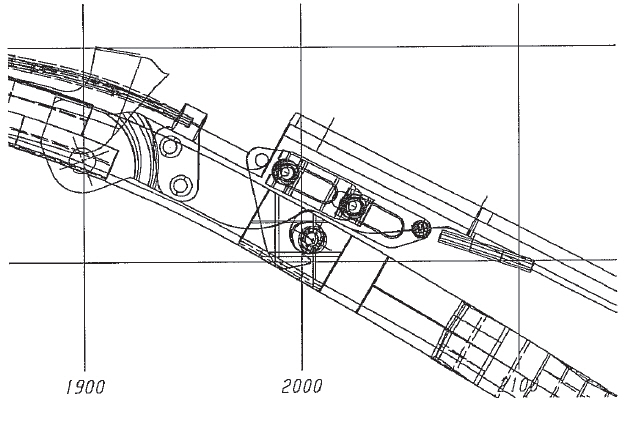
Bild 10:
Dachmechanik mit Hauptlager (1), Scharnier "hinten" (2), Scharnier "vorn" (3), Hauptlenker (4),
Steuerscheibe (5) und Verbindungsstange (6)
Mechanism Hood with Main Mounting Bracket, Hinge Rear, Hinge Front, Main Guide Rod,
Dis Cam an Connecting Rod
Das Hauptlager dient zur Befestigung des Gesamtsystems Dach an der Karosserie
und ist im Fahrzeug so positioniert, dass bei abgelegtem Dach alle Bauteile unterhalb
der Brüstungslinie liegen
Im hinteren Bereich nimmt das Lager über den sogenannten Hautdrehpunkt das
Scharnier "hinten" auf. Begründet durch die Befestigung der hinteren Dachhälfte am
Scharnier "hinten, ist die Lage des Hauptdrehpunktes maßgeblich für die Position
des abgelegten Daches im Kofferraum verantwortlich. Zur Realisierung eines großen
Restkofferraumes bei abgelegtem Dach wurde der Drehpunkt mit minimalem Abstand
zur Außenhaut festgelegt.
Am oberen Ende des Scharniers "hinten" befindet sich der Drehpunkt zum Scharnier
"vorn", das die vordere Dachhälfte aufnimmt. Durch den Drehpunkt zwischen den
Scharnieren dreht sich die vordere Dachhälfte im Bewegungsablauf um die hintere
Hälfte.
Die Führung der vorderen Dachhälfte im Bewegungsablauf erfolgt über die Hauptführungsstange.
Die Lagerstelle zwischen dem Scharnier und der Führungsstange ist
als Langloch ausgeführt, so dass im Öffnungs- bzw. Schließvorgang die erste bzw.
letzte Bewegung als nahezu horizontale Schiebebewegung ausgeführt wird. Dies
ermöglicht eine zuverlässig dichte Schließung im Bereich des Windschutzrahmens.
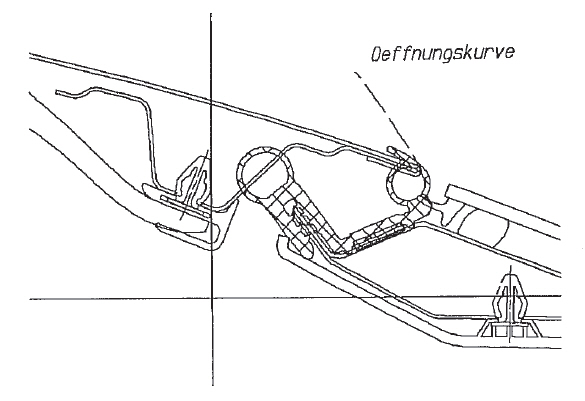
Im unteren Bereich ist die Führungsstange über die Steuerscheibe mit dem Hauptlager
verbunden. Die Steuerscheibe ist zusätzlich durch die Verbindungsstange mit
dem Scharnier hinten gekoppelt. Die Kombination Steuerscheibe/Verbindungsstange
führt dazu, dass die Lagerstelle der Führungsstange auf einer Kreisbahn um die
Nietstelle Hauptlager/Steuerscheibe wandert. Durch diese Anordnung ließ sich der
Bewegungsablauf der vorderen Dachhälfte so gestalten , dass
- die Neigung der vorderen Dachhälfte zur XY-Ebene im Ablauf nahezu konstant bleibt und
- genügend Freiraum zwischen der vorderen Dachhälfte und den Insassen im Ablauf vorhanden ist.
Als Antriebseinheit dient ein Hydraulikzylinder, der kolbenseitig drehbar am Hauptlager
gelagert ist und stangenseitig durch zwei Steuerhebel einerseits mit dem Scharnier hinten und
andererseits mit dem Hauptlager verbunden wird. Diese Anordnung
führt zu einer deutlich geringeren Bewegungsbahn als bei direkter Anbindung
an das Scharnier hinten, so dass der Freiraum zu Tankeinfüllstutzen vergrößert werden konnte
Die Ablage des Daches im Kofferraum wird durch einen Gummipuffer oberhalb der
seitlichen Verkleidung und einer Aufnahme unterhalb der Abdeckung über dem
Kofferraum sichergestellt. Zusätzliche Gummipuffer am Schwenkrahmen verhindern ein
"Hochspringen" des abgelegten Daches bei Schlechtwegfahrt.
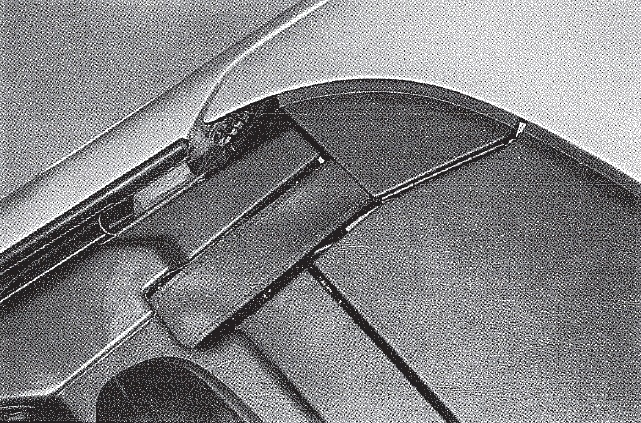
Bild 11:
Sicherung des Daches in abgelegter Stellung: vorn durch Verschlussbolzen, hinten durch Puffer
Securing of Roof in Folded Position: Front with Locking Pins, Rear with Stops
Vor dem Öffnen des Daches muss ein Rollo im Kofferraum ausgezogen und in Aufnahmen
in den seitlichen Kofferraumverkleidungen eingehängt werden. Somit wird
verhindert, dass sich beim Öffnungsvorgang des Daches Ladegut im Bereich der
Ablage befindet.
Die Entwicklung der Kinematik erfolgte im CAD-System CATIA. Aufbauend auf
einer 2D-Kinematik werden alle Bauteile dreidimensional dargestellt.
Mit Hilfe eines bei Karmann entwickelten Programmsystems können die
Gelenkkräfte in jeder Dachstellung rechnerisch ermittelt werden. Die so berechneten
Gelenkkräfte dienen als Randbedingung für nachgeschaltete FEM-Strukuranalysen
einzelner Mechikkomponenten. Durch dieses Verfahren sind insbesondere schnelle
Variantenuntersuchungen möglich
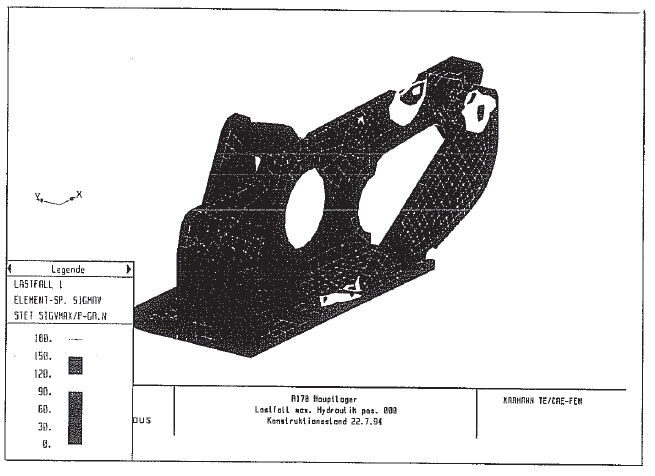
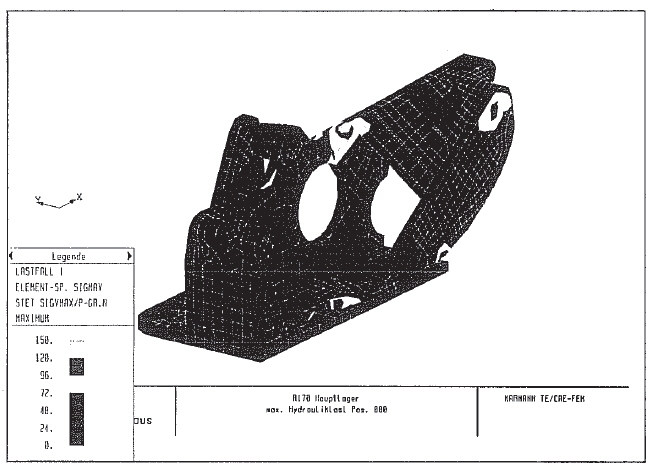
Als Beispiel sei hier eine Variantenuntersuchung im Bereich des Hauptlagers
genannt. Ziel der Untersuchung war es, die Spannungen im Bauteil durch Integration
einer Stützwand zu reduzieren.
Bild 12:
Variantenuntersuchung mit Hilfe von FEM Variante 1
Examination of Variants means fo FEM, Variant I
Bild 13:
Variante II des Hauptlagers
Alternative II of Main Mounting Bracket
3.2.2 Mechanik Abdeckung über Kofferraum
Cabrios mit herkömmlichen Stoffdächern besitzen als Schutz des abgelegten Daches
entweder eine Stoffabdeckung, die von Hans aufgezogen wird oder eine feste
Abdeckung , die entgegen der Fahrtrichtung öffnet und somit die Bewegungsbahn für die
Ablage des Daches freigibt.
Im SLK übernimmt die Abdeckung neben der Schutzfunktion des abgelegten Daches
noch die Aufgabe der Trennung des Fahrgastraumes zum Kofferraum bei
geschlossenem Dach. Die Doppelfunktion und die Tatsache, dass der abzudeckende Raum bei
geschlossenem Dach kleiner ist, als bei geöffnetem Dach, machte eine Teilung der
Abdeckung notwendig.
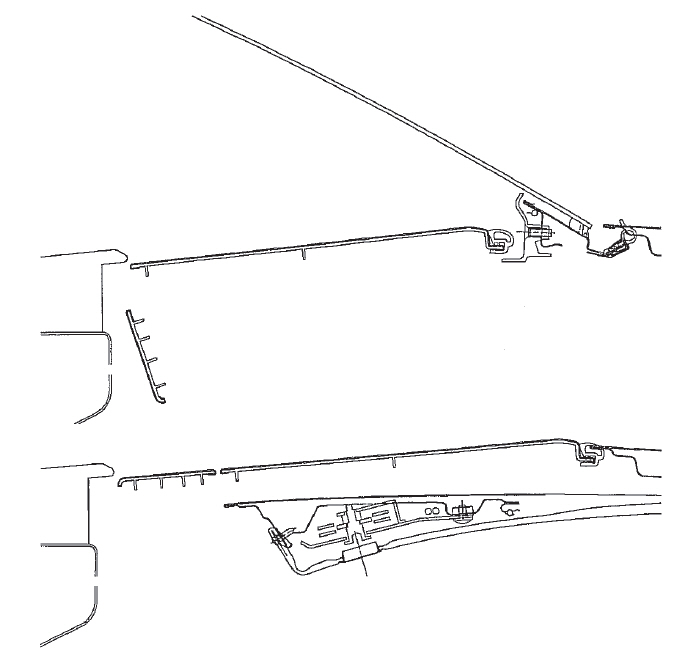
Bild 14:
Abdeckung über Kofferraum: oben Dach geschlossen, unten Dach geöffnet
Boot Cover: Retractable Hardtop closed an raised
Bei geschlossenem Dach übernimmt das Größere Element, Abdeckung hinten genannt,
die Trennfunktion. Durch Lagerung der Abdeckung auf einen Schwinghebel, der im
Bewegungsablauf des Daches eine Drehung von ca. 180° durchläuft, ändert sich die
Lage in -Richtung, so dass bei abgelegtem Dach der Heckdeckel auf der Dichtung der
Abdeckung zu liegen kommt. Der Antrieb des Schwinghebels erfolgt durch eine
Verbindungsstange, die an der Steuerscheibe der Mechanik Dach angreift. Der Antrieb
wurde dabei so ausgelegt, dass
1. die Abdeckung hinten im Bewegungsablauf zunächst in eine senkrechte Stellung
fährt, die das Durchschwenken der vorderen Dachhälfte ermöglicht, und
2. beim Absenken der vorderen Dachhälfte die Bolzen des dachseitigen Verschlusses
in Aufnahmen unterhalb der Abdeckung gleiten und anschließend das Dach parallel
mit der Abdeckung in die abgelegte Stellung fährt.
Der freiwerdende Raum zwischen der Abdeckung hinten und der Verkleidung Querträger
wird von dem zweiten Element der Abdeckung, Abdeckung vorn genannt, geschlossen.
Die Abdeckung vorn ist gelenkig mit der Abdeckung hinten verbunden
und wir durch einen Verbindungshebel, der am Hauptlager befestigt ist, angesteuert.
Bild 15:
Mechanik Abdeckung über Kofferraum
Mechanism Cover above Boot
Die Breite der Abdeckungen wird, bedingt durch das Vorbeischwenken der
Hauptführungsstange, im Bewegungsablauf in Y-Richtung begrenzt. Um bei
geöffnetem Dach den Zwischenraum zur Verkleidung B-Säule abzudecken, wurde an die
Abdeckung hinten eine Klappe gelenkig angebunden, die bei geschlossenem Dach eng
an der seitlichen Verkleidung der hinteren Dachhälfte anliegt und im
Öffnungsvorgang des Daches herunterklappt. Der vor der Seitenklappe verbleibende
Freiraum wird durch eine textile Abdeckung, die einerseits an der Seitenklappe und
andererseits am Hauptlager angebunden ist, abgedeckt.
Bild 16:
Abdeckung über Kofferraum mit seitlicher Klappe bei geöffnetem Dach
Cover aove Boot with Side Flap at raised Hood
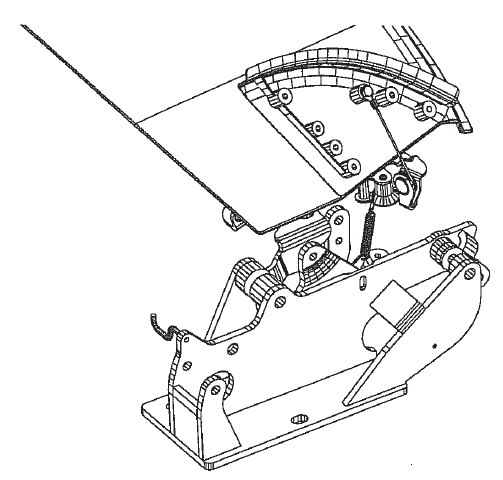
Die Ansteuerung der Seitenklappe erfolgt über einen Seilzug, der einerseits unterhalb
der Klappe, andererseits am Hauptlager der Mechanik Dach angebunden ist. Bei der
Positionsänderung der Abdeckung hinten in X-Richtung wird die Klappe durch das
Seil heruntergezogen. Ein Umlenker sorgt für die konstante Führung des Seiles, eine
Zugfeder dient als Toleranzausgleich
Bild 17:
Ansteuerung der Seitenklappe
Steering of Side Flap
Bei der Auswahl des Werkstoffes für die Abdeckungen incl. der Seitenklappen wurden
folgende Kriterien berücksichtigt:
- hohe Steifigkeit bei niedrigem Gewicht und geringer Bauhöhe
- gute Oberfläche
- kaschierfähig
- hohe Wärmebeständigkeit
Aufgrund der Möglichkeit, diverse Funktionen im Bauteil zu integrieren und bei geringer
Bauhöhe die Steifigkeit durch Rippenanordnung zu gewährleisten, wurde die
Verwendung von Magnesium im Druckgußverfahren gewählt.
Über die Entwicklungsschritte Al-Teile, die Sansgußverfahren hergestellt wurden,
über Al-Druckgußteile bis zu Mg-Druckgußteilen konnten die Teile ständig optimiert
und verbessert werden. Vorteilhaft war in diesem Entwicklungsablauf, dass die Aluminium-
und Magnesiumdruckgußteile in den gleichen Werkzeugen hergestellt
werden konnten.
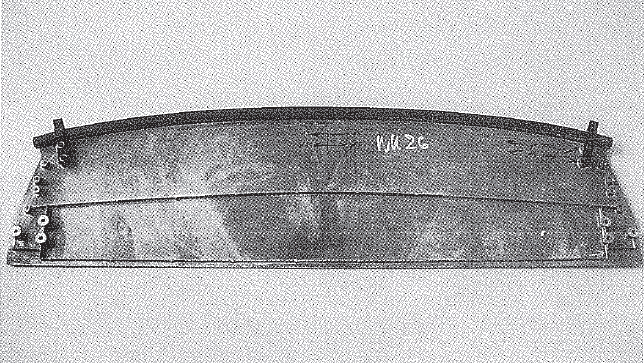
Bild 18:
Abdeckung hinten aus Mg-Druckguß
Rear Cover out of Mg-Diecasting
3.2.3 Mechanik Heckklappe
Entsprechend der Darstellung in Bild 06 muß der Kofferraumdeckel vor dem Einschwenken
des Daches in eine "Verdeckkastenstellung" gefahren werden. Zur
Realisierung dieser Bewegungsrichtung wurde die Heckklappe mit 7-Gelenk-Scharnier
und Schloß auf einen Schwenkrahmen positioniert.
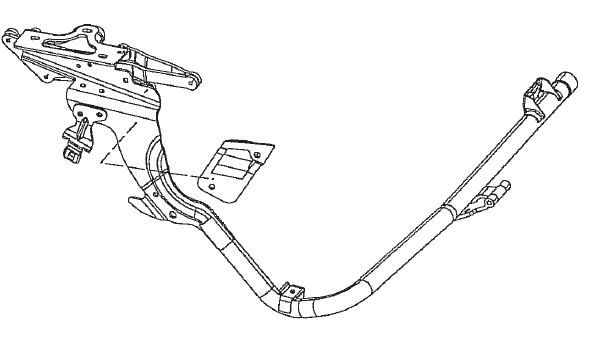
Der als Rohrrahmen ausgebildete Schwenkrahmen ist durch zwei Scharniere auf dem
Querträger des Heckmittelstückes gelagert und wird durch zwei Schlösser, die sich
seitlich auf dem Radhaus befinden, in der unteren Stellung gehalten und verriegelt.
Die Entriegelung der Schlösser vor dem Hochschwenken erfolgt durch Seilzüge, die
mit den beidseitigen Antriebszylindern verbunden sind. Die Abstützung der Zylinder
erfolgt an rohbauseitigen Konsolen. Zur Positionierung im geschlossenen Zustand und
Sicherung der Heckdeckelpassung dienen zwei seitliche mit Rollen versehene Führungen.
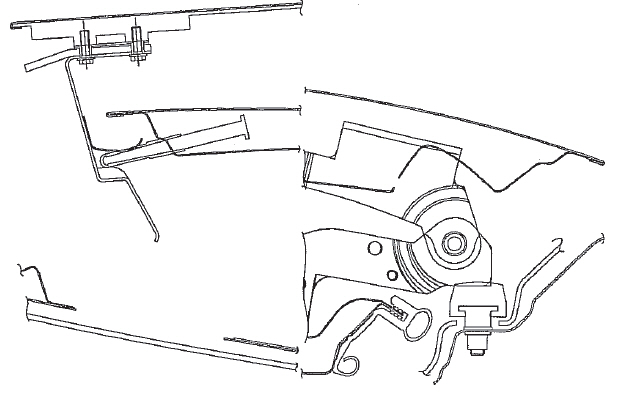
Bild 19:
Schwenkrahmen
Slew Frame
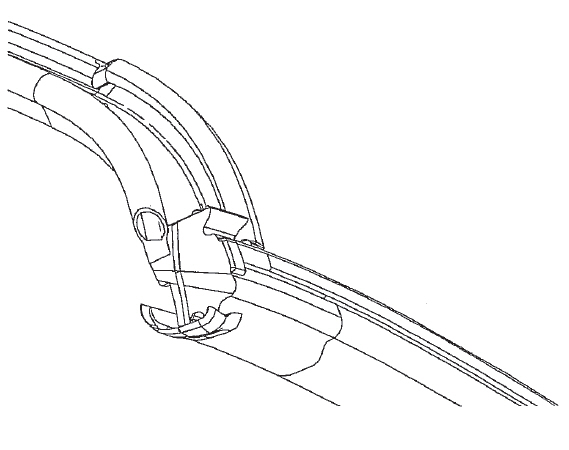
3.2.4 Verschlüsse
Die Verriegelung des Daches am Windschutz erfolgt durch zwei seitlich angeordnete
Verschlüsse mit zentralem Antrieb in Fahrzeugmitte
Die Verschlüsse arbeiten nach dem Zuziehprinzip. Ein kulissengeführter Fanghaken
hält das Dach durch Hinterrastung am karosserieseitig befestigten Gegenlager in
X-Richtung. Die Sicherung erfolgt durch Übertotpunktstellung
Die Positionierung des Daches in Y- und Z-Richtung erfolgt durch Aufnahme zweier
verschlußseitiger Bolzen in den karosserieseitigen Gegenlagern. Zwecks
Geräuschminimierung sind die Bolzen kunststoffummantelt.
Der Antrieb der Verschlüsse erfolgt durch Zug-/Druckstangen, die in Fahrzeugmitte
gelenkig mit einer Drehplatte verbunden sind. Als Antriebseinheit dient ein Hydraulikzylinder
der einerseits an der Drehplatte, andererseits am Trägerblech der Verschlußeinheit
angebunden ist.
Bild 20:
Dachverschluss
Hood Latching
Bei den ersten Fahrversuchen mit Prototypen des SLK wurde ein Anheben des
Daches ab ca. 100 km/h, ähnlich dem Aufblähen von Stoffdächern, festgestellt.
Aufgrund der gelenkigen Verbindung der Dachhälften führte dies zu einem Öffnen der
Trennfuge, was wiederum zu erhöhten Geräuschen führte.
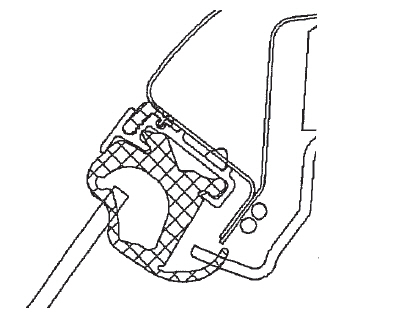
Durch Einsatz einer Zwangsverriegelung konnte das Öffnen der Fuge verhindert
werden. Ein am Scharnier hinten in Langlöchern geführter Keilschieber verrastet bei
geschlossenem Dach hinter einen in der Hauptführungsstange platzierten Bolzen, der
zum Toleranzausgleich exzentrisch ausgeführt ist. Das Öffnen des Schiebers erfolgt
durch Seilzüge, die mit den Verschlüssen im vorderen Dachteil verbunden sind: die
Verriegelung erfolgt durch Zugfedern.
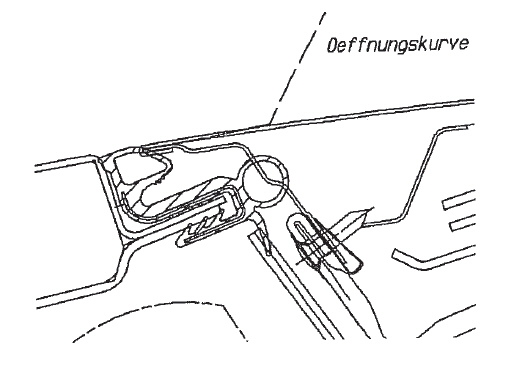
Bild 21:
Keilschieber zur Verriegelung der Dachhälften
Wedge Bar for latching of Hood Parts
4. Antrieb und Steuerung
Wie bereis in den Abschnitten Mechanik und Verschlüsse beschrieben, werden für
die unterschiedlichen Antriebe Hydraulikzylinder eingesetzt. Die Gesamtanlage
besteht aus
- 2 Zylinder für den Antrieb des Variodaches
- 2 Zylinder für den Kofferdeckelantrieb
- 1 Zylinder für den Verschluß im vorderen Dachteil
- 1 Mehrkolbenpumpe mit integriertem elektromagnetischem Ventil
Die Steuerung erfolgt durch ein zentrales Steuergerät, das den Bewegungsablauf des
Daches durch Informationen von insgesamt acht Mikroschaltern sichert. Folgende
Zustände werden abgefragt:
- Variodach geschlossen
- Rollo geschlossen
- Heckdeckel geschlossen
- Verschluß Dach offen
- Variodach abgelegt
- Verschluß Schwenkrahmen geschlossen
- Schwenkrahmen offen
Bei Betätigen des Bedienschalters in der Mittelkonsole öffnet das Variodach in
folgenden Schritten
- Abfrage: Heckdeckel + Rollo geschlossen ?
- Scheiben absenken
- Verschluß + Schwenkrahmen öffnen
- Variodach öffnen
- Verschluß+Schwenkrahmen schließen
- Türscheiben hochfahren
Der Vorgang "Dach schließen" erfolgt in den Schritten
- Abfrage: Heckdeckel + Rollo geschlossen?
- Türscheiben absenken
- Verschluß+Schwenkrahmen öffnen
- Variodach schließen
- Verschluß + Schwenkrahmen schließen
- Scheiben hochfahren
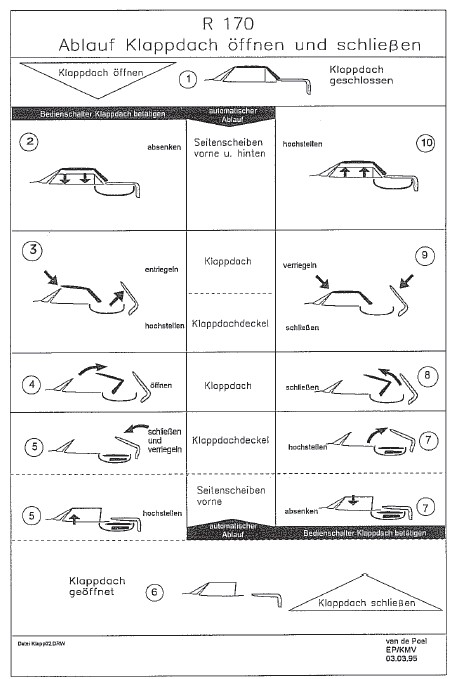
Bild 22:
Ablaufdiagram Dach öffnen/Dach schließen
Operation Diagram for raising and closing Retractable Hardtop
5. Dichtungen
Um im geschlossenem Zustand das Niveau eines Coupès bezüglich Dichtigkeit und
Umströmungsgeräuschen zu erreichen, werden hohe Ansprüche an die Dichtungen
gestellt.
Die Abdichtung zwischen dem Windschutzrahmen und dem vorderen Dachteil wurde
als Dippelkammerprofil ausgeführt. Die äußeren Hohlkammer, Primärdichtung,
verhindert den Wassereintritt. Sie ist aufgrund des horizontalen Einlaufes des Daches
abgeflacht und mit Gleitlack beschichtet. Die innere Hohlkammer, Sekundär- oder
Komfortdichtung dient der Geräuschoptimierung. Sie ist zur Verhinderung von
Abrißgeräuschen zwischen Dichtung und Rohbau ebenfalls mit Gleitlack beschichtet.
Sollte trotz der Abdichtung Wasser in den Raum zwischen den Profilen gelangen,
kann dieses durch die seitlichen Profile an der A-Säule abgeführt werden.
Das Gesamtprofil ist als Aufsteckprofil ausgebildet. Um den Festsitz auf dem
Rohbauflansch zu gewährleisten, wurden die Abdichtung mit einem Edelstahlbans
ausgestattet. Zusätzlichen Festsitz erhält das Profil durch ein Butylband, das
gleichzeitig Wassereintritt zwischen Rohbau und Abdichtung verhindert.
Bild 23:
Abdichtprofil zwischen dem Windschutz und dem Dach vorn
Seal Profile between Windshield and Front Hood Part.
Der Aufbau des Profils zwischen den Dachhälften gleicht dem der Abdichtung am
Windschutzrahmen. Die Primärdichtung verhindert wiederum den Wassereintritt.
Eine Anlauflippe auf der Hohlkammer sorgt dafür, dass die deformierte Kammer
flächig am Rohbau anliegt. Eine Gleitlackbeschichtung verbessert den Einlauf und
verhindert Geräusche. Die innere Hohlkammer dient der Geräuschoptimierung. Sie
ist ebenfalls gleitlackbeschichtet.
Der Kanal zwischen den Hohlkammern ist mit dem seitlichen Profil der hinteren
Dachhälfte verbunden, so dass eingetretenes Wasser abgeführt werden kann
Als Aufsteckprofil ausgelegt, wird der Festsitz des Gesamtprofils einerseits durch einen
Hartbereich (80 Shore A) und andererseits durch ein Butylband zwischen dem Profil und
dem Rohbau der hinteren Dachhälfte erreicht.
Bild 24:
Abdichtprofil zwischen den Dachhälften
Seal Profile between Hood Parts
Die Abdichtung zwischen dem Dach und dem Heckdeckel erfolgt durch eine
Moosgummidichtung, die auf den Rohbauflansch der hintern Dachhälfte aufgesteckt wird.
Eine Lippe auf der Hohlkammer erhöht bei geöffnetem Heckdeckel den Wasserkanal
und verhindert den Wassereintritt in den Kofferraum.
Der Festsitz der Abdichtung erfolgt durch ein Drahtwedelband. Eine Abdichtmasse
innerhalb des Aufsteckbereiches verhindert die Unterwanderung durch Wasser.
Bild 25:
Abdichtprofil zwischen Dach und Heckdeckel
Seal Profile between Hood Trunk Lid
Die Abdichtung des Daches zu den Seitenscheiben erfolgt durch ein Hohlkammerprofil
das mit Hilfe einer Halteschiene am Dach befestigt wird. Die Hohlkammer
dient im A- und C-Säulenbereich als Wasserkanal. Um den Halt in der Schiene und
die Scheibenstabilität bei höheren Geschwindigkeiten zu gewährleisten, ist der
Profilfuß hart ausgeführt. Der Bereich der Scheibenabdichtung besteht aus
Moosgummi, um
- die Toleranzaufnahme zu erhöhen
- eine Reduzierung der Türschließkräfte zu erreichen und
- die Rückstellkräfte zu verbessern
Das Profil ist mit Gleitlack beschichtet, um den Einlauf zu optimieren und die Geräusche
zwischen dem Gummi und der Scheibe zu minimieren.
Die Halteleiste wird durch zwei Moosgummiprofile gegen den Rohbau abgedichtet
und ist zum Toleranzausgleich in Y-Richtung über Langlöcher einstellbar.
Bild 26:
Abdichtung zwischen dem Dach und den Seitenscheiben
Seal between Hood and Side Glasses
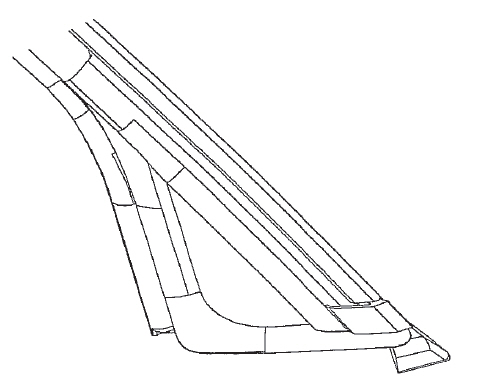
Das Formstück Ä-Säule oben verbindet das Profil der Abdichtung Windschutzrahmen
mit dem seitlichen Profil und dient gleichzeitig als "Gegenlager" für die Endkappe der
Dichtung am vorderen Dachteil. Durch eine Bohrung ist der Wasserkanal der
Abdichtung Windschutz mit der Hohlkammer der A-Säulendichtung verbunden. Eine
Tropfenwanne unterhalb der als Gegenlager dienenden Dichtfläche kann durch den Stoß
dringendes Wasser auffangen und durch eine Bohrung in das Hohlprofil weiterleiten.
Die Dichtigkeit eines Stoßes wird durch Verpressung der Dichtflächen gewährleistet.
Dazu ist es notwendig, dass eine Dichtfläche hart, die andere weich ausgeführt wird.
Die Dichtfläche im Formstück A-Säule ist hart ausgeführt.
Eine Blecheinlage innerhalb des Formstückes erhöht die Eigenstabilität des Teiles
und ermöglicht eine Verschraubung mit dem Windschutz zur Gewährleistung des
Festsitzes
Bild 27:
Formecke A-Säule
Shot Mouldig A-Pillar
Die weiche Endkappe der Abdichtung Dach vorn seitlich verbindet das
Hohlkammerprofil mit dem Profil der äußeren Abdichtung der Halteleiste. Des weiteren
beinhaltet sie eine Tasche, die den Beschnitt der Halteschiene abdeckt. Somit wird
verhindert, dass Wasser zwischen Endkappe und Halteleiste in das Fahrzeuginnere
gelangt.
Das Prinzip der Endkappen ist am vorderen und hinteren Stoß gleich. Die
unterschiedliche Form der Kappen liegt in den verschiedenen Bewegungsrichtungen beim
Verschließen des Daches begründet. Der vordere Stoß wird in horizontaler Richtung,
der hintere innerhalb einer Drehbewegung, verpresst. Daher ergibt sich vorn eine
planare und hinten eine gekrümmte Anlagfläche.
Das "Gegenlager" der hinteren weichen Endkappe der Abdichtung Dach vorn seitlich
wird durch das Formstück, das das ÜProfil der Dachtrennung mit dem seitlichen Profil
verbindet, Formstück C-Säule oben, gebildet. Konzeptionell gleicht das Formstück dem der A-Säule:
a)Bohrung, um Wasser aus dem Kanal durch das Profil abzuführen
b) Tropfwanne, um Leckwasser aufzufangen und durch das Profil abzuführen
Der Festsitz wird durch ein Abdeckblech, das mit dem Rohbau verschraubt wird,
sichergestellt.
Bild 28:
Formstück C-Säule oben
Shot Moulding upper C-Pillar
Der Abschluß des seitlichen Profils an der hinteren Dachhälfte wird durch das
"Formstück C-Säule unten" gebildet. Im Formstück erfolgt ein Übergang von dem geschlossenen
Hohlkammerprofil in ein offenes Profil. Das offene Profil ermöglicht die
Aufnahme der Scheibentoleranzen in X-Richtung. Gleichzeitig werden durch die direkte
Anlage der Dichtlippe des offenen Profils auf der Seitenscheibe Windgeräusche
vermieden. Eine Dichtlippe im unteren Bereich des Formstückes bildet bei
geschlossenem Dach den Übergang zur Schachtleiste der Seitenscheibe
Die Stabilität des Formstückes wird durch ein eingespritztes Zink Druckgußmittel
erreicht. Gewinde in dem Druckgußteil ermöglichen die Verschraubung mit dem
Rohbau der hinteren Dachhälfte.
Bild 29:
Formstück C-Säule unten
Shot Moulding lower C-Pillar
Im ersten Schritt der Entwicklung der Dichtungen wurden die Profilquerschnitte im
CAD festgelegt und mit Hilfe von Verformungsberechnungen durch FEM optimiert.
Nach Erstellung von Profilmaterial durch den Serienlieferanten erfolgte die
Überprüfung der Theoretischen Ergebnisse an einem Prototyp und weitere
Optimierung der einzelnen Querschnitte
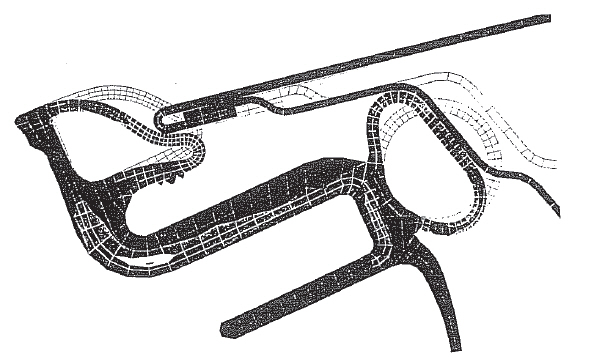
Bild 30:
Deformationsverhalten des Dichtprofils. FEM Berechnung
Deformation of Sealing Profile. FEM Calculation
Nach endgültiger Festlegung der Querschnitte wurden mit Hilfe von DAD die
Forumstücke entwickelt. Anhand der CAD Oberflächen konnten Stereolithographieteile
erstellt werden, die die Basis für Gießformen aus einem speziellen Silikonkautschuk
bildeten. Die hohe Dehnbarkeit des Silikons ermöglicht die Entformbarkeit
komplizierter Formen, auch mit Hinterschnitten, bei einfacher Formtrennung.
Die in diesen Formen aus Polyuhrethan erstellten Gießteile dienen der Konzeptionellen
Überprüfung der Formstücke in der Karosserie. Mit ihrer Hilfe können erste
Erkenntnisse bezüglich Dichtigkeit und Windgeräusche in Zusammenhang mit den Rohbautoleranzen
erzielt werden.
Nach Bestätigung des Konzeptes erfolgte die Anfertigung von Vorserienwerkzeugen
aus Aluminium anhand von DAD-Daten, die das Bauteil vollflächig beschreiben.
Unter Verwendung des Seriewerkstoffes oder eines Werkstoffes, der Rückschlüsse
auf das Serienmaterial zuläßt, werden im Spritzgußverfahren Formstücke erstellt.
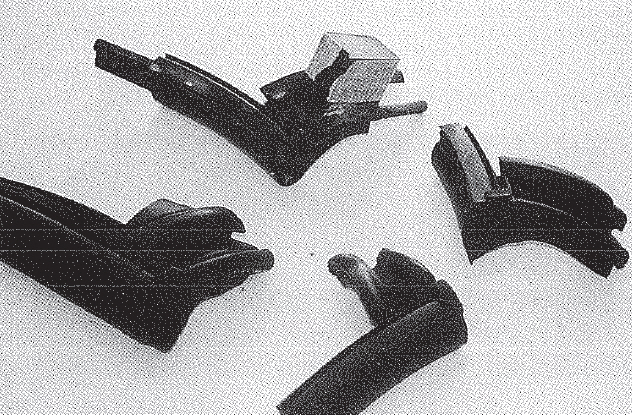
Bild 31:
Formecke als Stereolithographieteil, PU-Gießteil, Teil aus Vorserienwerkzeug und Serienteil
Stereeolitographic Part of Shot Moulding, PU-Moulded Part, Part from Prototype Tool and Prduction Part
DieVerbindung der Formstücke mit dem Profilmaterial erfolgt durch Verklebung mit einem
Cyanacrylatkleber.
Die geklebten Dichtungskomponenten wurden entsprechend dem Lastenheft erprobt
und optimiert. Außer Fahrversuchen werden u.a. geprüft: Handling, Einbau, Dichtigkeit,
Funktion, Dimensionierung sowie Formgestalt und Optik
Änderungen, die sich während der Erprobung ergaben, konnten unter geringem
Zeitaufwand in die Al-Werkzeuge eingearbeitet werden. Erst nach weitentgehender
Erfüllung des Lastenheftes erfolgt die Anfertigung der Serienwerkzeuge, so dass
Änderungen im Serienwerkzeug aufgrund negativer Versuchsergebnisse vermieden
werden konnten.
6. Verkleidungen
Entgegen der sonst üblichen Vorgehensweise ein von der Stylistik erstelltes Designmodell
abzutasten und anhand der erzeugten Punktewolke mit Hilfe von CAD die
Oberflächen zu erstellen, wurden bei der Entwicklung des Variodaches in enger
Zusammenarbeit zwischen der Konstruktion und der Stylistik zunächst im CAD die
Außenflächen der Dachverkleidung erstellt. Mit Hilfe der Daten konnte per
CNC-Fräsung ein PUR-Hartschaummodell erstellt und zur Abnahme auf ein Sitzmodell
des SLK montiert werden. Geringfügige Änderungswünsche der Stylisten konnten
anschließend ohne Abtastung in die Basisflächen integriert werden.
Bild 32:
Hartschaummodell zur Stylingabnahme
Hard-Foam-Model für Styling Approval
Diese Vorgehensweise wurde gewählt, um frühzeitig in der Enwicklung die Freigängigkeit
der Verkleidungen im Bewegungsablauf gewährleisten zu können.
Vom freigegebenen Hartschaummodell wurden anschießend Negativmodelle für die
Erstellung von Verkleidungen auf GFK abgenommen. Mit Hilfe dieser Verkleidungen
konnten bereits die ersten Prototypen des Variodaches vollständig ausgestattet und
die theoretisch durchgeführten Freigangsuntersuchungen im Bewegungsablauf überprüft
und bestätigt werden
Im zweiten Schritt der Entwicklung der Verkleidungen wurden anhand der zwischenzeitlich
vervollständigten CAD-Daten (Darstellung jeder Verkleidung als Volumenmodell)
entweder beim Serienlieferanten oder im Prototypenbau im Hause Karmann
sogenannte Vorserienwerkzeuge erstellt.
Bild 33:
Vorserienwerkzeug für eine Dachverkleidung
Prototype Tool for Hood Cover
Vorserienwerkzeuge werden aufgrund der kürzeren Erstellzeit üblicherweise aus
Aluminium gefertigt. Unter Einsatz des vorgesehenen Serienwerkstoffes erfolgt das
Handling manuell. Die Ausbringung ist auf maximal 500 Bauteile begrenzt
Die in diesen Werkzeugen gefertigten Teile wurden in Klimaprüfungen, Dauerläufen
und Fahrversuchen entsprechend den umfangreichen Anforderungen des
Lastenheftes erprobt und optimiert. Vorteil dieser Vorgehensweise ist, dass bei
Freigabe der Beschaffung der Serienwerkzeuge die Bauteile soweit optimiert sind,
dass in der Regel keine Änderungen aufgrund negativen Versuch im Seriewerkzeug
notwenig werden.
Bi den Verkleidungen im Variodach handelt es sich neben einem Formhimmel in
Sandwichbauweise (Polesterol mit TPO-Folie beschichtet), um genarbte Spritzteile
aus ABS, sowie bei der unteren Verkleidung im hinteren Dachteil um ein lackiertes
Mg-Druckgußteil. Die Materialauswahl für dieses Bauteil erfolgte unter der Berücksichtigung
der Anforderungen einerseits zu verkleiden, andererseits Kräfte durch die Auflag
der Abdeckung über Kofferraum bei geschlossenem Dach aufnehme zu
können. Mit diesem Bauteil ist es gelungen , eine Verkleidung aus einem
Leichtmetallwerkstoff im Gußverfahren so darzustellen ,dass sie den Ansprüchen
einer Vorkleidung im Fahrgastraum genügt.
Bild 34:
Explosionsplan der Verkleidungen im Variodach
Exploded View of Covers Trim Parts within Retractable Hardtop
7. Zusammenfassung und Ausblick
Ziel der Gemeinschaftentwicklung der Mercedes Benz AG und der Wilhelm Karmann
GmbH war die Realisierung einer Synthese aus Cabrio und Coupé. Dies darf mit dem
Variodach als gelungen bezeichnet werden. Innerhalb von max. 30 Sekunden
verwandelt sich der Mercedes-Benz SLK aus einem Coupé mit festem Dach vollautomatisch
in einen offenen Roadster.
In Wagenfarbe lackierte, als Stahlblechkonstruktion ausgeführte Dachteile können
mit Hilfe eines Gelenk-Parallelogramms in den Kofferraum abgelegt werden. Dazu
fährt der auf einen Schwenkrahmen gelagerte Heckdeckel vor Ablage des Daches in
eine "Verdeckkastenstellung" und nach Ablage in seine Ausgangslage zurück. der
Schutz des abgelegten Daches erfolgt durch eine Abdeckung, die mit dem Gelenk-
Parallelogramm der Dachteile zwangsgekoppelt ist.
Die Verriegelung des geschlossenen Daches erfolgt zwischen dem Windschutzrahmen
und der vorderen Dachhälfte durch einen dachseitigen Verschluß. Die Dachteile
werden durch einen Schieber im Bereich der Schwenkachse zwangsverriegelt.
Dichtheit und geringe Windgeräusche werden durch Doppelkammerprofile im
Bereich des Windschutzrahmens und der Dachtrennung, sowie durch Moosgummiprofile
im Übergang zum Heckdeckel und zu den Seitenscheiben erreicht.
Der Innenraum des Variodaches ist vollständig verkleidet.
Durch die separate Bearbeitung des Projektes nach Projektmangement-Methoden
konnte der Entwicklungszeitraum im Vergleich zu anderen Projekten reduziert werden.
Aufgrund der funktionellen Vorteile, die feste Dachteile gegenüber einem Verdeck aus
Stoff haben, bietet sich das Konzept des Variodaches nicht nur für Roadster an.
| 










 Anonym :1234
Anonym :1234
